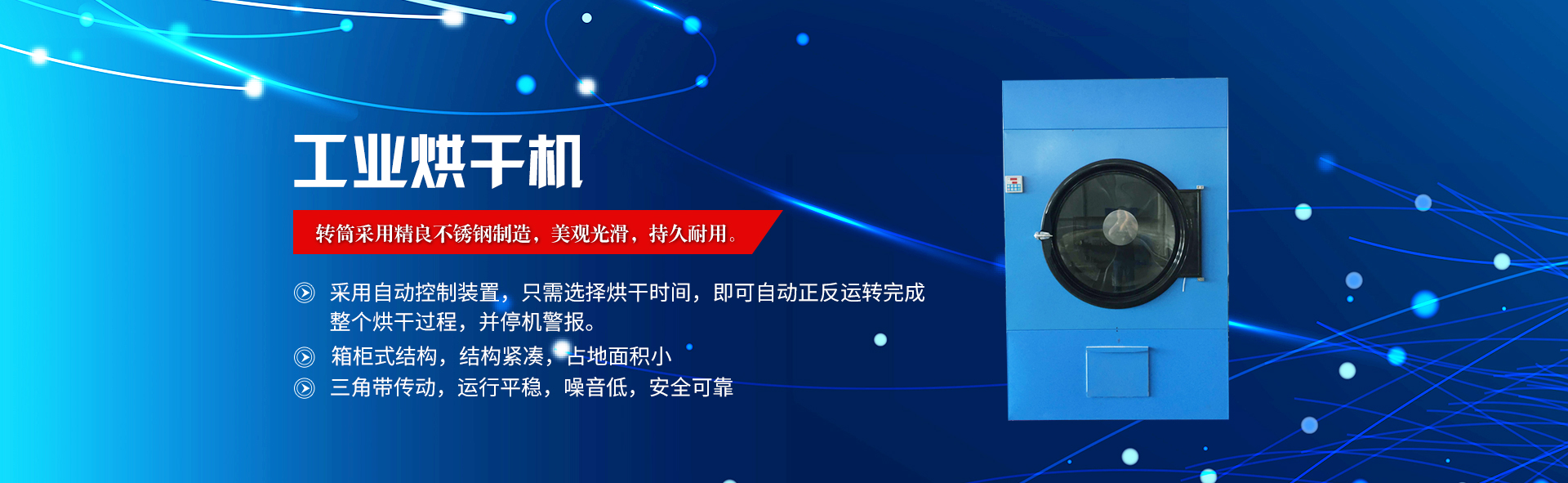
產(chǎn)品中心
致力于洗滌設(shè)備
全國服務(wù)熱線:
13961015222
首頁 >

13961015222
0523-86251777
0523-86251888


首頁 >